Перед отправлением в ремонт насос подвергается наружному осмотру и контролю. Проверяется наружное состояние насоса, его комплектность и проводятся следующие замеры, оформляемые актом:
- смещение положения ротора в корпусе насоса в радиальном направлении;
- осевой разбег ротора;
- несовпадение осей насоса и привода в радиальном направлении.
Насосы сдаются в ремонт в собранном виде, полностью укомплектованные деталями вне зависимости от степени их износа.
При отсутствии базовых деталей или при наличии сквозных трещин в стенках корпуса или днища насос списывается.
После наружной промывки насос разбирается в такой последовательности:
- выпрессовываются полумуфты, вынимается шпонка, предварительно открепляется и снимается шайба;
- открепляется и снимается кронштейн;
- отворачиваются гайки, крепящие корпус насоса к крышке, снимается крышка вместе с корпусом подшипника, ротором и другими деталями;
- снимается рабочее колесо (для двухступенчатых насосов после снятия диафрагмы с прокладкой снимается второе рабочее колесо);
- снимаются крышка насоса, втулка сальника, фонарь сальника, грундбукса и другие детали торцового уплотнения;
- вынимается защитная гильза;
- снимаются крышки подшипника с прокладками и втулками;
- из корпуса подшипника вынимается ротор, который затем разбирается.
Перед дефектацией детали очищаются от загрязнения, промываются, обезжириваются и высушиваются. Детали, покрытые тяжелыми маслянистыми отложениями (детали проточной части насоса), подвергаются промывке в ванне с 8 – 10% раствором каустической соды при 100 °С в течение 30 – 40 мин. Детали с довольно сильной коррозией подвергаются травлению согласно инструкции по их химической очистке.
Промытые и очищенные детали помещаются на 10 – 15 мин в водный раствор пассиватора для предохранения от коррозии. После пассивирования (раствор содержит 20 г/л воды каустической соды и 50 г/л воды хромпика) детали просушиваются при нормальной температуре. Срок хранения деталей, обработанных пассиватором, составляет 5 – 10 суток.
Дефектация деталей осуществляется на специальном рабочем месте, оснащенном картами дефектации и необходимым комплектом приборов и измерительных инструментов.
Карты дефектации (дефектные ведомости) являются основным техническим документом, на основании которого проводятся осмотр, измерение, а при необходимости испытание деталей и сопряжений с последующей сортировкой их на три группы:
- детали, годные в сопряжении с новыми деталями;
- детали, подлежащие ремонту;
- детали, непригодные для дальнейшего использования.
Контроль подшипников качения включает осмотр, проверку на шум и легкость вращения, измерение осевого и радиального зазоров, измерение размеров колец. Диаметры колец измеряются только в случае сдвига обойм на валу или корпусе, а также при наличии следов коррозии, ожогов и появлении черноты.
В подшипниках качения не допускаются:
- трещины или выкрашивание металла на кольцах и телах качения, цвета побежалости в любом месте подшипника;
- выбоины и отпечатки (лунки) на беговых дорожках колец;
- шелушение металла, чешуйчатые отслоения;
- коррозионные раковины, забоины, риски и вмятины на поверхности качения, видимые невооруженным глазом;
- надломы, сквозные трещины на сепараторе, отсутствие или ослабление заклепок сепаратора;
- забоины и вмятины на сепараторе, препятствующие плавному вращению подшипника;
- заметная на глаз и на ощупь ступенчатая выработка рабочей поверхности колец;
- осевой зазор более 0,08 мм и радиальный зазор более 0,1 мм;
- при проверке на легкость вращения – резкий металлический или дребезжащий звук, а также заметное притормаживание и заедание.
Пружинные шайбы не должны иметь трещин или надрывов. Бывшие в употреблении пружинные шайбы используются повторно, если они не потеряли упругости. При этом нормальный развод шайбы должен быть равен ее толщине.
Большинство насосов химических производств перекачивают коррозионно-активные продукты. В связи с этим стенки корпуса значительно изнашиваются.
При осмотре корпуса особое внимание следует обращать на состояние посадочных мест под диафрагму и грундбуксу, уплотняющих колец корпуса и полости разъема, износ внутренней полости, состояние уплотняющих поверхностей секций, посадочных мест под продольные шпонки, центрирующих штифтов, величины зазоров между уплотняющими кольцами секций и колес.
Износ отдельных мест внутренней полости корпуса должен быть устранен наплавкой металла с помощью электросварки. Риски, забоины и вмятины на плоскостях разъема корпуса устраняются зачисткой шабером или заваркой. Значительно изношенные привалочные поверхности протачиваются или фрезеруются. Можно также осуществлять расточку изношенных мест и запрессовку втулок с последующей расточкой до номинальных размеров.
При вращении роторов в корпусе насоса возможен износ шеек и резьбы, искривление или поломка вала. Искривление валов происходит в результате выхода из строя подшипников или ударов частей ротора о неподвижные детали насоса.
Износ шеек валов может происходить из-за появления рисок, задиров, коррозионных каверн и по другим причинам с последующим выходом из строя подшипников качения или скольжения.
Как правило, поломка вала наблюдается в местах перехода вала с диаметра посадочного места подзащитную гильзу на диаметр шейки вала. Поломка происходит в результате концентрации местных напряжений.
Восстановление изношенных шеек вала в зависимости от степени износа осуществляется следующими способами:
- до 0,3 мм – электролитическим хромированием;
- от 1,5 до 2,0 мм – электролитическим железнением;
- от 2,0 до 3,0 мм – автоматической вибродуговой наплавкой;
- от 3,0 до 4,0 мм – ручной газовой наплавкой;
- свыше 4,0 мм – ручной электродуговой наплавкой.
Нарушенная резьба на валу восстанавливается резцом. Если повреждения значительны, то этот участок вала протачивается до основания резьбы, а затем наплавляется, обрабатывается и на нем нарезается новая резьба.
Рабочие колеса выходят из строя вследствие коррозионного и эрозионного износа, сильного осевого сдвига ротора в результате неправильной сборки насоса или разрушения радиально-упорных подшипников, попадания в насос посторонних предметов.
При ремонте колеса восстанавливаются наплавкой поврежденных мест с последующей проточкой. Для некоторых конструкций возможна замена поврежденного диска. В этом случае неисправный диск срезается, а вместо него с помощью электрозаклепок приваривается новый диск.
Чугунные колеса заменяются новыми или наплавляются медным электродом с последующей проточкой.
Торцовые уплотнения выходят из строя из-за износа пар трения и коррозии. Ремонт торцового уплотнения заключается в замене вышедших из строя деталей (пары трения, пружины и др.). Так же при ремонте прочищают систему охлаждения уплотнения.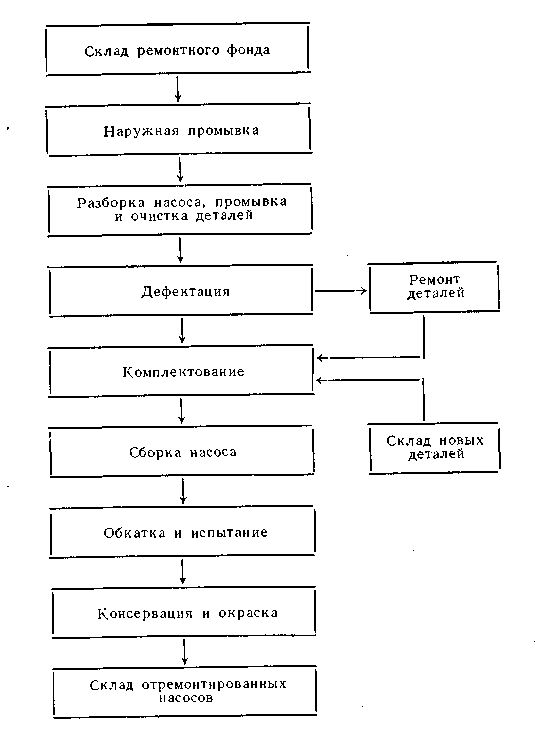
После ремонта насос испытывают на испытательном стенде. Испытание включает в себя:
- кратковременный пуск;
- прогрев насоса;
- испытание на рабочем режиме.
Кратковременный пуск (до 3 мин) насоса осуществляется при закрытой задвижке на напорном трубопроводе. При этом проверяются:
- направление вращения ротора;
- показания приборов;
- смазка подшипников.
Насосы, предназначенные для перекачки горячих продуктов, прогреваются. Во избежание теплового удара при циркуляции жидкости нагрев должен быть постепенным.
Испытание насоса на рабочем режиме проводится в последовательности:
- пуск электродвигателя;
- после достижения полной частоты вращения задвижка открывается на 1/3;
- обкатка насоса на рабочем режиме в течение 2 ч.
Порядок сборки центробежного насоса